软管总成压扣工艺流程是危害品质的关键要素
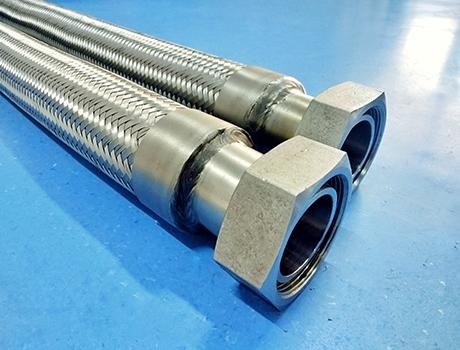
危害压扣式橡胶软管接头总成品质的关键加工工艺要素是压扣工艺流程。现阶段关键有二种压扣方法,一种是轴径送入式,可在通用性压机里用专用型模貝来完成。其压扣量不容易调节,在压扣全过程中非常容易损害外衣外表层。为了更好地取下压扣件。务必把模貝制成对开启式。这就会有合缝,使制成品外型不太好。另一种为轴向压扣式其模貝有两开、三瓣、六瓣和八瓣模之分。合适大批量生产一般用六瓣和八瓣模貝,确保压扣品质的基本是恰当把握橡胶软管的内胶缩小量和外衣的压扣量。
其中孔规格尽可能超过提高层规格,不然没法装进,乃至会导致提高层完全散头状况。一般空隙为1~1.5mm。外衣內部的槽形会立即危害接头品质。现阶段有直孔无槽体式、锯齿状槽体式及其环状和锯齿状槽整体式。棉绳(化学纤维)手工编织橡胶软管因应用工作压力低,拔脱力小,都选用无槽体式构造。不锈钢丝手工编织橡胶软管在压扣时其提高层易造成弯折形变,多选用锯齿状。不锈钢丝螺旋波纹管一般叠加层数较多,提高层的单侧薄厚较大 达到3.6mm,压扣时要使提高层产生波浪状形变而置入槽体就务必选用环状和锯齿状槽相组成,这类槽形比锯齿状槽宽2/3,其抗拔脱力更强。