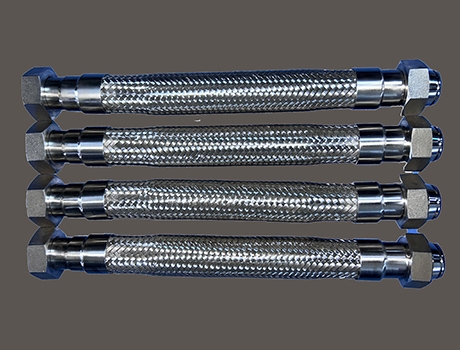
根据大连软管总成代号正确规格、型号的软管接头及胶管;根据要扣压软管总成的总长及两端接头的规格、型号,计算需要锯切下料胶管的长度;按计算出的胶管长度在胶管上用粉笔划出锯切位置线 用QJ—Ⅱ吸排式胶管切割机按划线位置锯切胶管下料,软管下料后,应检查软管的下料长度是否与要求符合,软管切口是否平整,切口端面与软管中心线垂直,每根软管切割完后,需用不小于0.6MPa压力的空气吹至少3秒,以确保清洁。
所以,合理地控制模具与管坯料的配合关系是波纹管液压成型模具设计中的一个重要环节。纹管成型工作压力一般也取决于管坯料的机械性能及波纹几何形状。管坯料的延伸率越大,成型工作压力越小。在管坯材料、壁厚、热处理等条件相同的情况下,成型工作压力与波纹管的波纹高度成反比。但是,实际生产过程中无法保证每一炉、每一批、每一根管坯料状态的一致性。
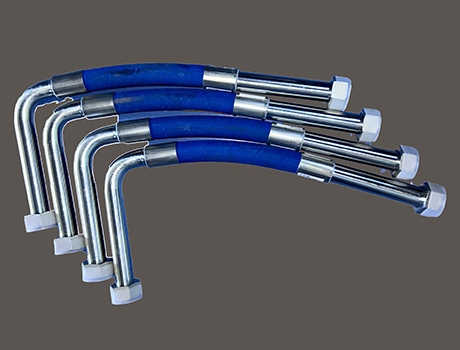
PVC层和涤纶线层及特殊工程技术粘贴,使管的内、外层没有分离现象及起层现象。 耐久:经过使用严格挑选的材料,细微的过滤网处理及完善的品质管理系统生产产品,所以产品的寿命很长久。柔软:使用捻度处理的涤纶线及较佳的PVC混合比例来生产产品,减少了PVC管坚硬的缺点,所以产品不仅光滑而且很柔软。
用户应该在胶管质量规范允许的温度范围内使用胶管。如果工作环境温度超过这一范围,将会影响到胶管的寿命,其承受压能力也会大大降低。工作环境温度长期过高或过低的系统,建议采用软管护套。
要确保使用的软管是正确的——特别是材料和压力等级要正确,不要随意变更!要确保软管正确并可靠地与管道连接,而且要有适当的支撑。又长又重的软管很容易受到损坏。要正确地清洁和保管软管,以防污染和损坏。在有车辆通行的地方,要注意保护软管不受碾压。