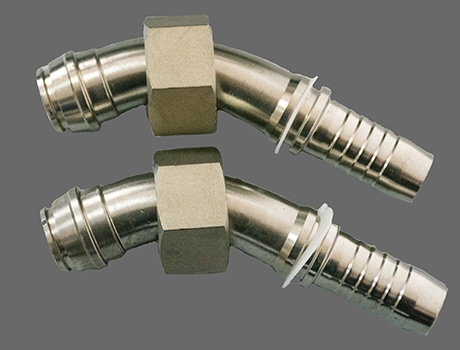
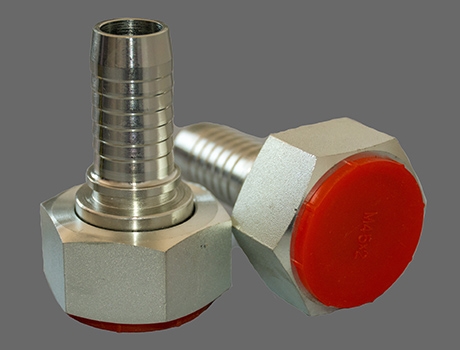
胶管接头的金属材料有多种,如铝合金、钢、铜合金,不锈钢、黄铜、等。其中,用于管接头的外套、芯管和连接件的材料主要是刚和黄铜。在选择材料时,应考虑它的机械强度,以及胶管的使用要求及输送介质特性。通常情况下,胶管接头大多使用优质碳素结构钢。外套一般采用10、15和20号钢。金属接头按形式和用途的不同可以分为以下几种加工工艺方法。
胶管接头的外套。芯管和连接件除用不锈钢和黄铜等不易锈蚀的材料加工外,都需要进行表面处理,以防止锈蚀。常用的解决方法有镀锌处理;镀铬处理;发黑、发蓝处理;化学镀镍处理;阳极氧化处理等。
焊接接头在受弯构件的受拉区,不宜超过50%;受压区不受限制。绑扎接头,在受弯构件的受拉区,不宜超过25%;受压区不宜超过50%。机械连接接头,其接头分布应按设计规定执行,当设计没有要求时,在受拉区不宜超过50%;在受压区或装配式构件中钢筋受力较小部位,A级接头不受限制。
大连接头焊接与绑扎接头距离钢筋弯头起点不得小于10d,也不应位于最大弯矩处。若两根相邻的钢筋接头中距在500mm以内或两绑扎接头的中距在绑扎搭接长度以内,均作为同一截面处理。
不论是纯胶硫化还是填充硫化胶,随交联密度增加,定伸应力和硬度也随之直线上升.交联密度的大小通常是通过调整硫化体系中的硫化剂,促进剂,助硫化剂,活性剂等配合剂的品种和用量类实现.有的促进剂只有一种功能,有的促进剂具有多种功能;如秋兰姆类,胍类和次磺酰胺类促进剂的活性很高.其硫化胶的定伸应力也比较高.